久违的NS TOOL小讲堂又和大家见面啦!~
复工伊始就收到了许多小伙伴发来的技术咨询,其中有很多关于加工高硬度材料方面的内容,小编总结了其中一些有关cBN铣刀和钨钢涂层铣刀的内容,与大家分享。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
Q:cBN铣刀与钨钢涂层铣刀都可以针对高硬度材料进行加工,他们的区别在哪里?
A:
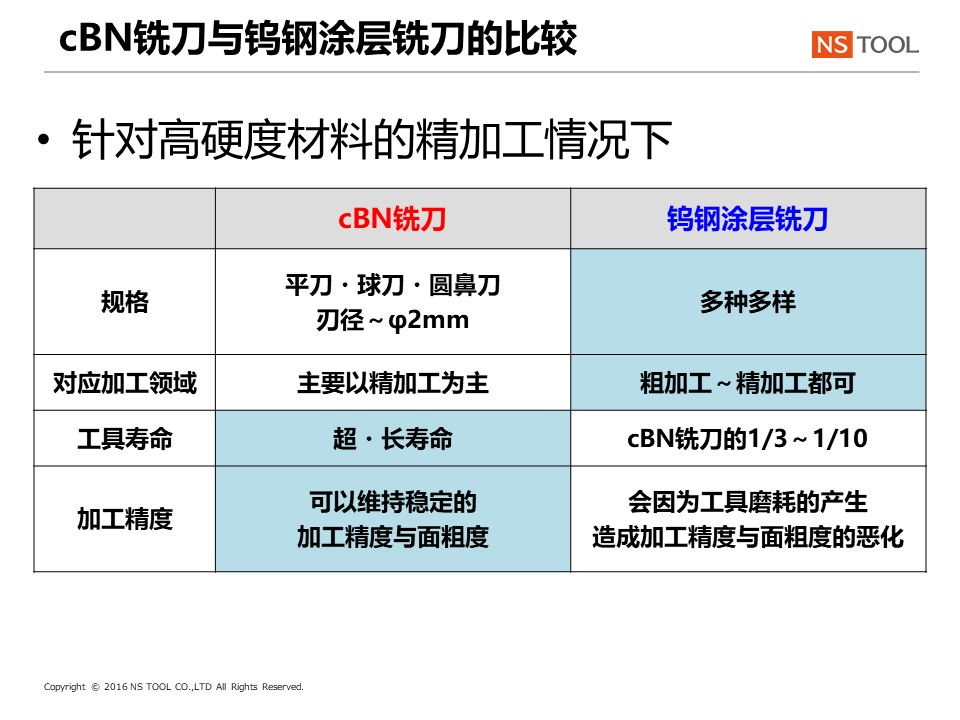
cBN铣刀虽然不如钨钢涂层铣刀在规格尺寸方面的多样性,但是由于其硬度仅次于钻石的材料特性,在加工寿命和精度方面都拥有绝对的优势,所以通常被用在精加工中。最理想的加工条件下,其加工寿命最大可达到钨钢涂层铣刀的10倍。而钨钢涂层铣刀的选择更广泛,从粗加工到精加工都可以覆盖。这两种铣刀各有优势,小伙伴们要根据自己的实际加工需求来选择铣刀哦!~
Q: 使用cBN铣刀时的注意事项有哪些
A:
(1)尽可能的减少刀具的偏摆量
(2)把控主轴的伸缩量(加工前进行充分暖机,在主轴安定状态下进行加工)
(3)余量的管理(清角加工的重要性)
注:当粗加工与中加工的刀具磨耗过大时,会造成精加工余量不均匀。进而造成过苛的加工条件而影响到刀具的使用寿命与加工精度。所以在使用cBN等高精密铣刀进行加工时,保持前工程的余量均匀是非常重要的。
Q:使用两种铣刀时需注意的切深量设定
A:
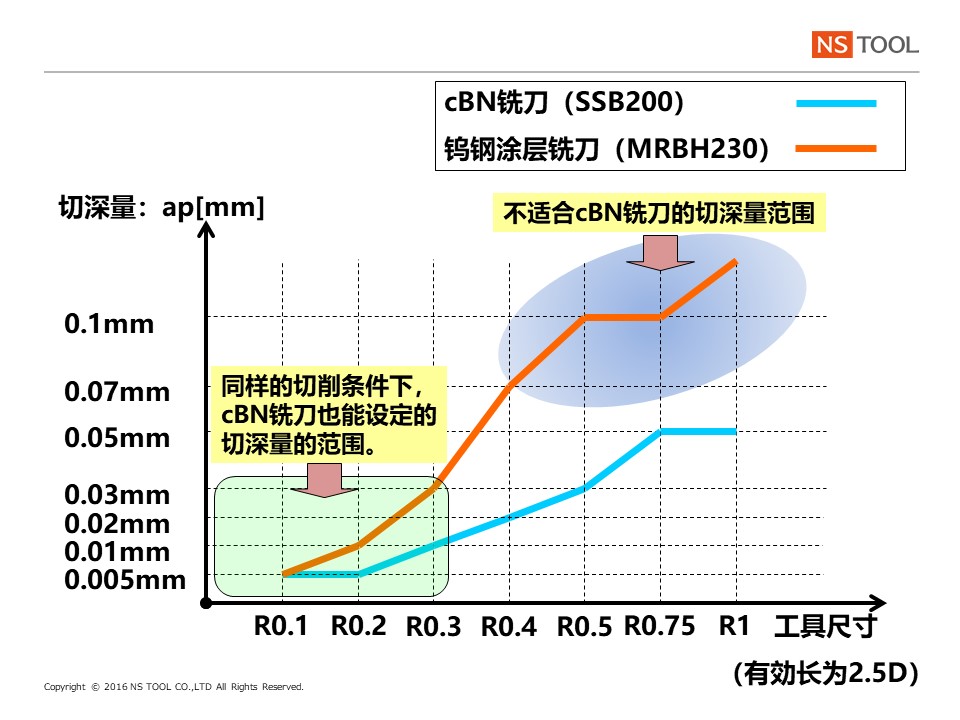
在使用同样尺寸的cBN铣刀与钨钢涂层铣刀时,必须根据材料特性设定相应的切深量。当切深量大于0.05mm的情况,由于刀具材料特性硬而脆,对cBN铣刀来说容易产生崩损的可能。而当切深量小于R0.3时,两种铣刀的切深量的设定范围都在0.03mm以内,这时候根据实际加工需求,如果是需要高精密的加工效果,选择cBN铣刀来取代一般的钨钢涂层铣刀也不失为一种加工的小窍门。
Q:cBN铣刀与钨钢涂层铣刀的寿命对比
A:
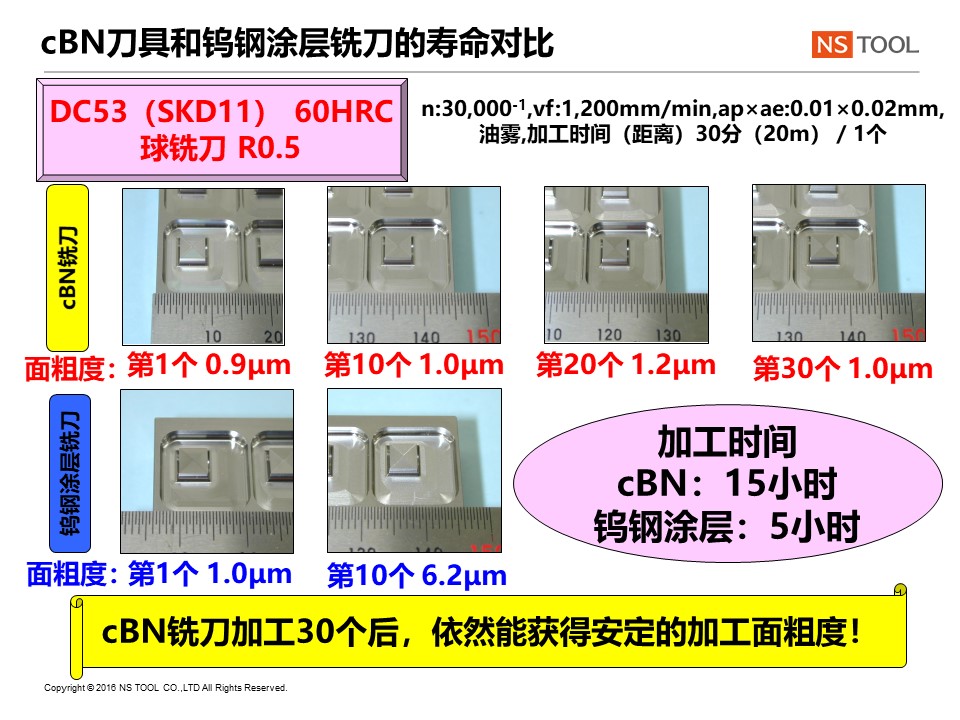
通过上图的一个加工事例我们可以看到在针对高硬度材料加工时,cBN铣刀的表现完美的发挥了其硬度仅次于钻石的优势,即使连续加工15个小时,仍然可以维持良好的面粗度,并且依旧处于可以继续加工的状态。而钨钢涂层铣刀加工5个小时过后,已经不能达到非常理想的面粗度,刀具磨损较为严重。这里告诉大家一个为了避免cBN铣刀在加工过程中崩损,请选择钨钢涂层铣刀一半直径的cBN铣刀来进行加工哦!~
最后附上一个用钨钢涂层铣刀作为粗、中加工,用cBN铣刀用作精加工完成的工件,为今天的小讲堂画上句号。


加工小tips:想要得到良好的加工品质,必须严格的管理从粗~精加工的每个工序及使用刀具,一步一步打好基础,才能把它们的优势发挥至最大化,得到理想的结果哦!~
更多技术方面的内容,且听下回分解!~